Установка представляет собой программно-аппаратный комплекс, позволяющий производить управление технологическим процессом плавления бронзы по задаваемым пользователем параметрам.
Установка может быть адаптирована для управления нагревом металлов/материалов имеющих аналогичный технологический цикл.
Технологический цикл работы установки
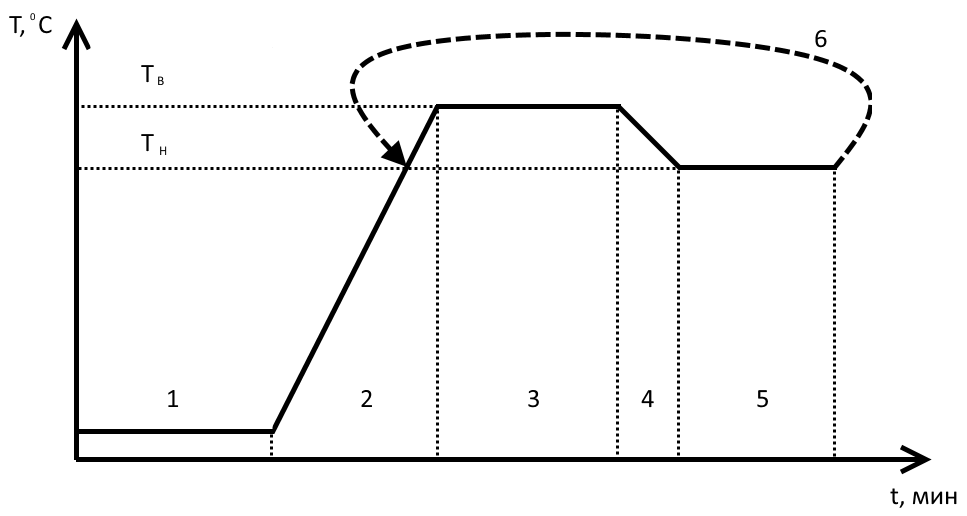
В текущей реализации установки технологический цикл состоит из:
- отложенный старт;
- набор температуры с установленной скоростью до верхней температуры;
- выдерживание верхней температуры установленное время;
- подача звукового сигнала и переход к нижней установленной темпертуре;
- выдерживание нижней температуры установленное время;
- переход к п. 2.
Ввод настроек
В установке реализована возможность ввода пользовательских настроек для управления технологическим процессом по заданным параметрам. Среди них:
- установка времени отложенного старта 0-99 мин;
- установка скорости набора температуры 1-200°С/мин;
- установка верхней выдерживаемой температуры 20-2000°С (Тв);
- установка времени выдержки верхней температуры 1-240 мин;
- установка нижней температуры 20-Тв°С (Тн);
- установка времени выдержки нижней температуры 1-240 мин.
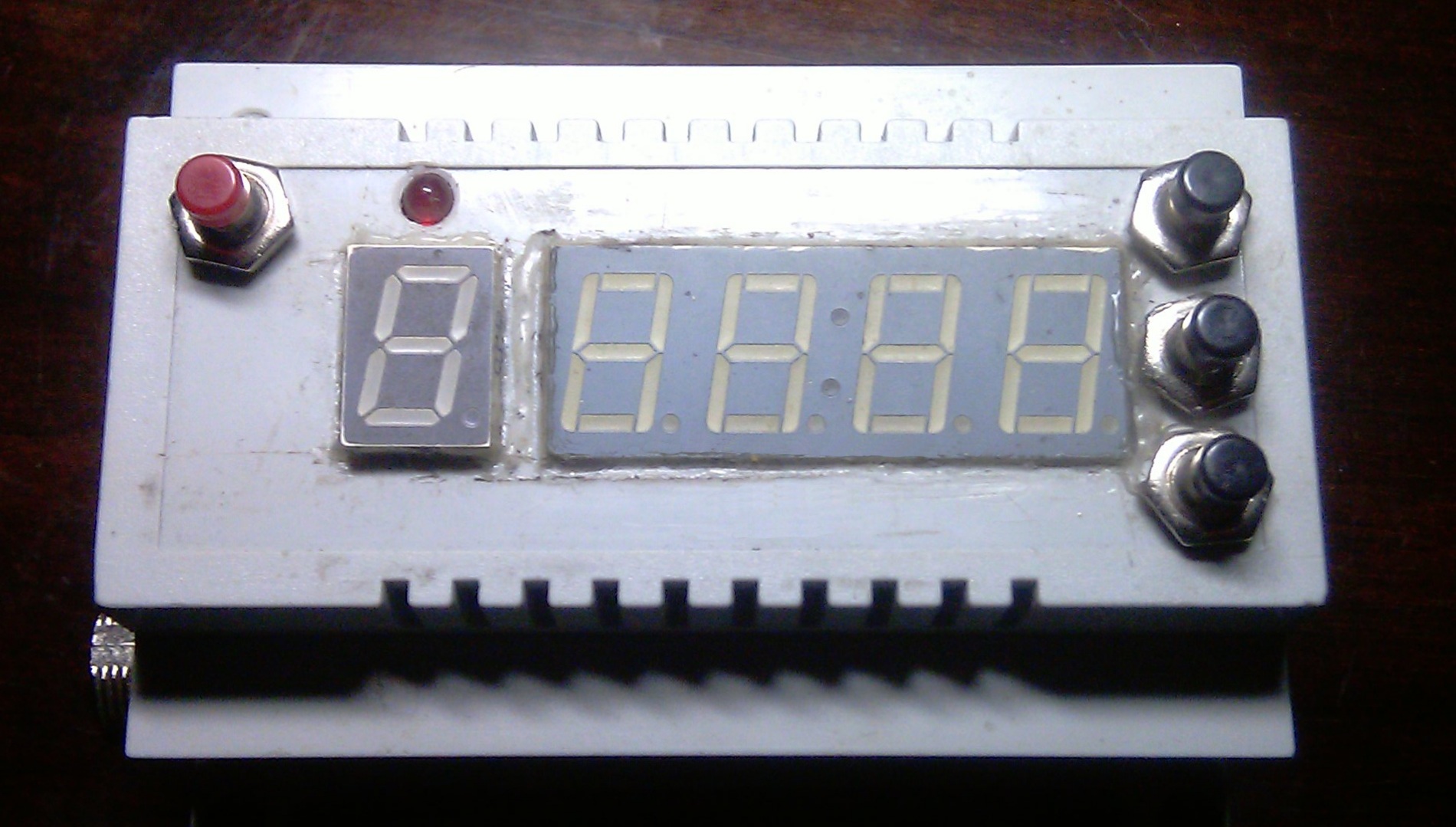
Ввод осуществляется с помощью трех правых кнопок и семисегментного светодиодного индикатора. Левый индикатор отображает пункт меню настроек, правые четыре знака — значение выбранной настройки.
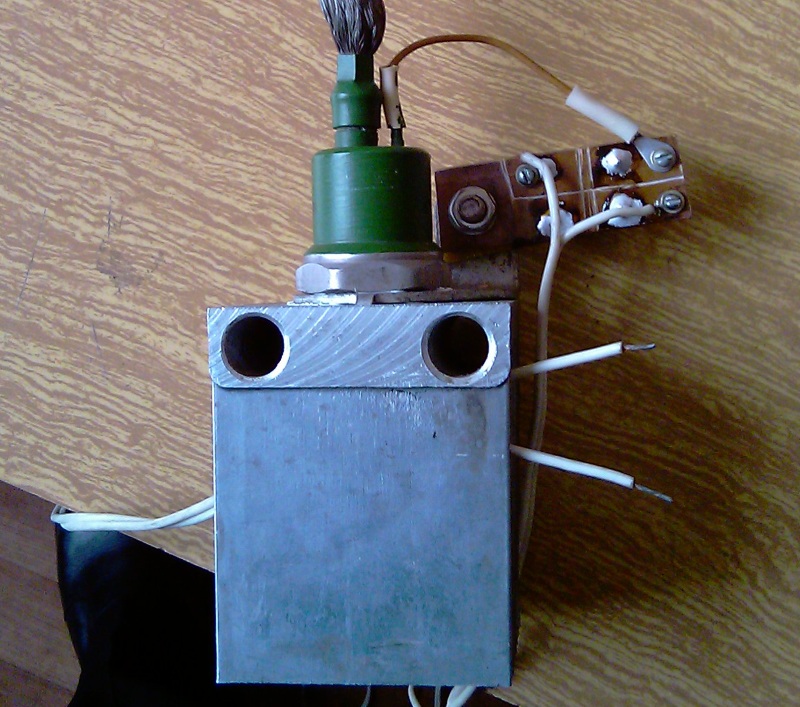
Измерение текущей температуры осуществляется с помощью термопары с операционным усилителем (ОУ). В качестве силового элемента для управления печью используется симистор.
С целью корректной работы отложенного старта в случаях сбоев в подачи питающего напряжения в установке установлен Li-ion аккумулятор, который продолжает питание устройства при отсутствия напряжения в сети.